
服務熱線
13832895888
歡迎訪問唐山市三川鋼鐵機械制造有限公司
服務熱線
13832895888

銷售部:13832895888
供應部:13633361888
郵箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
傳真:0315-2969909
網址:m.fybangying.com
地址:唐山市路南區女織寨村南

從國內外氧氣轉爐煉鋼科技創新的發展趨勢來看,以下幾個方面值得重點關注。3.1、節能環保技術的發展鋼鐵生產的技術進步必須與環境協調發展。重點研發各種工藝條件下優化“負能煉鋼”的工藝與裝備技術,必須采用各種綜合節能技術,實現“負能煉鋼”。雖然轉爐煉鋼是當代鋼鐵生產中耗能最少,且是唯一可以實現總能耗為“負值”的工序,但進一步降低工序能耗和物耗,更加高效地實現能源轉換和回收,更加有效地利用二次能源,開發低溫余熱回收利用新途徑等許多問題還要進行深入研究和優化。主要思路有:1)流程優化應成為煉鋼廠進一步節能的重點流程優化主要體現在緊湊、高效、自控三個方面。流程功能的解析、優化重組,實現轉爐煉鋼生產的緊湊化,即工序時間的最小化、銜接最優化,這是最有效的節能措施;高效化是轉爐煉鋼節能的重要措施;自動化是轉爐煉鋼節能的重要保證2)優化節能技術提高煉鋼能源轉換效率煙氣能量的高效轉換及回收利用;連鑄坯熱送熱裝是銜接煉鋼、軋鋼兩大工序的重要節能措施;爐渣余熱回收和利用;冷卻水余熱回收利用技術是轉爐煉鋼廠進一步提高能源轉換與利用效率的難題。3)進一步挖掘煉鋼工序的節能潛力加大全過程保溫措施是轉爐鋼廠節能的重要基礎;以穩定的工藝操作,實現全廠低溫制度的運行,有效地節能降耗;在全鋼鐵企業能源高效轉換利用和構建能量流網絡以及優化的總體思路下,研究轉爐煉鋼廠進一步節能降耗的新措施。
軋鋼機,是實現金屬軋制過程的機械設備。泛指完成軋材生產全過程的裝備﹐包括有主要設備﹑輔助設備﹑起重運輸設備和附屬設備等。但一般所說的軋機往往僅指主要設備。工作機座由軋輥﹑軋輥軸承﹑機架﹑軌座﹑軋輥調整裝置﹑上軋輥平衡裝置和換輥裝置等組成。軋輥是使金屬塑性變形的部件 。軋輥軸承支承軋輥并保持軋輥在機架中的固定位置。軋輥軸承工作負荷重而變化大﹐因此要軋鋼機求軸承摩擦系數小﹐具有足夠的強度和剛度﹐而且要便于更換軋輥。不同的軋機選用不同類型的軋輥軸承。滾動軸承的剛性大﹐摩擦系數較小﹐但承壓能力較小﹐且外形尺寸較大﹐多用于板帶軋機工作輥。滑動軸承有半干摩擦與液體摩擦兩種。半干摩擦軋輥軸承主要是膠木﹑銅瓦﹑尼龍瓦軸承﹐比較便宜﹐多用于型材軋機和開坯機。液體摩擦軸承有動壓﹑靜壓和靜 - 動壓三種。優點是摩擦系數比較小﹐承壓能力較大﹐使用工作速度高﹐剛性好﹐缺點是油膜厚度隨速度而變化。液體摩擦軸承多用于板帶軋機支承輥和其它高速軋機。軋機機架由兩片“牌坊”組成以安裝軋輥軸承座和軋輥調整裝置﹐需有足夠的強度和鋼度承受軋制力。機架形式主要有閉式和開式兩種。閉式機架是一個整體框架﹐具有較高強度和剛度﹐主要用于軋制力較大的初軋機和板帶軋機等。開式機架由機架本體和上蓋兩部分組成﹐便于換輥﹐主要用于橫列式型材軋機。此外﹐還有無牌坊軋機。軋機軌座于安裝機架﹐并固定在地基上﹐又稱地腳板。承受工作機座的重力和傾翻力矩﹐同時確保工作機座安裝尺寸的精度。軋輥調整裝置用于調整輥縫﹐使軋件達到所要求的斷面尺寸。上輥調整裝置也稱“壓下裝置”﹐有手動﹑電動和液壓三種。手動壓下裝置多用在型材軋機和小的軋機上。電動壓下裝置包括電動機﹑減速機﹑制動器﹑壓下螺絲﹑壓下螺母﹑壓下位置指示器﹑球面墊塊和測壓儀等部件﹔它的傳動效率低﹐運動部分的轉動慣性大﹐反應速度慢﹐調整精度低。70 年代以來﹐板帶軋機采用 AGC(厚度自動控制) 系統后﹐在新的帶材冷﹑熱軋機和厚板軋機上已采用液壓壓下裝置﹐具有板材厚度偏差小和產品合格率高等優點。上軋輥平衡裝置用于抬升上輥和防止軋件進出軋輥時受沖擊的裝置。形式有﹕彈簧式﹑多用在型材軋機上﹔重錘式﹐常用在軋輥移動量大的初軋機上﹔液壓式﹐多用在四輥板帶軋機上。為提高作業率﹐要求軋機換輥迅速﹑方便。換輥方式有 C 形鉤式﹑套筒式﹑小車式和整機架換輥式四種。用前兩種方式換輥靠吊車輔助操作﹐而整機架換輥需有兩套機架﹐此法多用于小的軋機。小車換輥適合于大的軋機﹐有利于自動化。目前﹐軋機上均采用快速自動換輥裝置﹐換一次軋輥只需 5 ~ 8 分鐘。傳動裝置由電動機﹑減速機﹑齒輪座和連接軸等組成。齒輪座將傳動力矩分送到兩個或幾個軋輥上。輔助設備包括軋制過程中一系列輔助工序的設備。如原料準備﹑加熱﹑翻鋼﹑剪切﹑矯直﹑冷卻﹑探傷﹑熱處理﹑酸洗等設備。起重運輸設備吊車﹑運輸車﹑輥道和移送機等。附屬設備有供﹑配電﹑軋輥車磨﹐潤滑﹐供﹑排水﹐供燃料﹐壓縮空氣﹐液壓﹐清除氧化鐵皮﹐機修﹐電修﹐排酸﹐油﹑水﹑酸的回收﹐以及環境保護等設備。軋機的命名按軋制品種﹑軋機型式和公稱尺寸來命名。“公稱尺寸”的原則對型材軋機而言﹐是以齒輪座人字齒輪節圓直徑命名﹔初軋機則以軋輥公稱直徑命名﹔板帶軋機是以工作軋輥輥身長度命名﹔鋼管軋機以生產最大管徑來命名。有時也以軋機發明者的名字來命名 (如森吉米爾軋機)。軋機的選擇按生產的產品品種﹑規格﹑質量和產量的要求來選定成品或半成品軋機的類型和尺寸﹐并配備必要的輔助﹑起重運輸和附屬設備﹐然后根據各種因素的要求最后加以平衡選定。軋機動力設施1590 年英國開始用水輪機拖動軋輥﹐直到 1790 年還有用水輪機配以石制飛輪拖動四輥式鋼板軋機的 (圖 4 水輪機拖動的鋼板軋機)。1798 年英國開始用蒸汽機拖動軋機。現代的軋機均為直流或交流電動機拖動﹐有單機拖動﹐也有通過齒輪成組拖動。軋機的分類軋機可按軋輥的排列和數目分類﹐可按機架的排列方式分類﹐也可按生產的產品分類﹐分別列于表 1 軋機按軋輥的排列和數目分類﹑表 2 軋機按機架排列方式分類和表 3 軋機按生產產品分類。軋機的發展現代軋機發展的趨向是連續化﹑自動化﹑專業化﹐產品質量高﹐消耗低。60 年代以來軋機在設計﹑研究和制造方面取得了很大的進展﹐使帶材冷熱軋機﹑厚板軋機﹑高速線材軋機﹑ H 型材軋機和連軋管機組等性能更加完善﹐并出現了軋制速度高達每秒鐘 115 米的線材軋機﹑全連續式帶材冷軋機﹑ 5500 毫米寬厚板軋機和連續式 H 型鋼軋機等一系列先進設備。軋機用的原料單重增大﹐液壓 AGC ﹑板形控制﹑電子計算器過程控制及測試手段越來越完善﹐軋制品種不斷擴大。一些適用于連續鑄軋﹑控制軋制等新軋制方法﹐以及適應新的產品質量要求和提高經濟效益的各種特殊結構的軋機都在發展中。(見彩圖 鞍山鋼鐵公司初軋廠連軋機組生產情景 ﹑ 初軋坯的定尺切斷設備── 2000 噸大剪 ﹑ 板坯初軋機在軋制板坯 ﹑ 上海第五鋼鐵廠初軋車間均熱爐出鋼 ﹑ 中國制造的 4200 毫米厚板軋機 ﹑ 寬厚鋼板的熱矯直機 ﹑ 鋼板粗軋機前的高壓水除鐵鱗機 ﹑ 2300 毫米鋼板軋機生產場面 ﹑ 1700 毫米帶鋼熱軋機主控室 ﹑ 帶鋼冷軋機正在生產 ﹑ 帶鋼冷軋機生產的成品──鋼卷 ﹑ 帶鋼的熱鍍鋅機組 ﹑ H 形寬邊工字鋼軋鋼機 ﹑ 中型軋鋼廠 ﹑ 型材定尺切斷的主要方法──熱鋸 ﹑ 大型軋鋼廠的鋼軌冷床 ﹑ 保證線材性能的線材散卷冷卻 ﹑ 軋制線材的新式 45° 無扭精軋機 ﹑ 小型軋鋼機的圍盤。橫列式小型軋機的重要輔助設備 ﹑ 線材軋機的成品收取設備──線材卷取機 ﹑ 軋制直徑 140 毫米無縫鋼管的自動軋管機 ﹑ 70 年代制成的大直徑鋼管﹐直徑 2540 毫米 ﹑ 現代管材生產方法之一──大直徑螺旋焊管 ﹑ 無縫鋼管廠保證鋼管尺寸精度的均整機 ﹑ 無縫鋼管坯正在穿孔 ﹑ 軋制箔材用的森吉米爾 20 輥軋機 ﹑ 火車車輪和輪箍軋機的工作情景 ﹑ 中國制造的大型鍛壓設備── 32000 噸水壓機 ﹑ 新型塑性加工設備──精鍛機 ﹑ 3000 噸臥式擠壓機 ﹑ 鋁箔軋機 ﹑ 品類繁多的軋輥﹐用于軋制各種產品 ﹑ 鋁連續鑄軋機)

環渤海新聞網專稿 (本報記者 黃巖)從租借生產車間做機加工配件起步,到勇敢接受挑戰獲得突破性進展,到國內知名鋼鐵設備成套生產企業,到國家級高新技術研究示范基地,憑借勇于探索、鍥而不舍的自主創新精神,商丘優質混鐵爐托輥制作唐山市三川鋼鐵機械制造有限公司在冀東平原上成長起來、壯大起來。由他們自主研發并投入使用的顆粒阻尼減振降噪技術,經中國科學院過程工程研究所廣泛性實踐與理論性總結后,認為在大型機床應用上效果良好、技術可行,是一項具有突破性貢獻的科研成果,在節能減排、改善環境方面意義重大,適宜在同行業廣泛推廣。這個認定標志了唐山市三川鋼鐵機械制造有限公司在技術裝備上居于國內領先水平。借窩下蛋開啟逐夢之旅1999年春天,懷揣著理想,攜帶著zhuanli,50歲的邊賀川辭別了工作10多年的鄉鎮企業,和幾個志同道合的伙伴租下了一家企業的4間廠房,開啟了逐夢之旅。依靠多年積累的人脈和良好的商業信譽,他們的機加工冶金配件很快打開了市場之門。隨著企業的小有名氣,機遇在悄然間降臨了。2000年,唐山一家鋼鐵公司準備把3噸轉爐改建為10噸。他們找了多家機械加工企業,沒有誰樂意干這個活。邊賀川聞訊后主動找上門去,把這個活兒接了下來。但廠內的技術人員卻替他捏了一把汗:我們是做配件加工,從來沒有做過成套的設備,這一下子就攬了這么個大活兒,能行嗎?邊賀川給大家鼓氣說:“你們不總希望咱們廠快點發展嗎?這回機會有了,就大膽地干吧。大家只管按設計去做,出了問題算我的!”在老板的激勵下,攻關團隊很快組建起來,大家投入到日以繼夜的奮斗中。經過半年的努力,夢想之花豁然綻放。一套簇新的10噸轉爐設備交付給對方,煉出了合格的鋼水。三川機械不僅賺回了建廠以來最大一筆錢,還讓自己的知名度迅速擴張。在對產品質量嚴格把關的同時,邊賀川將誠信理念植入企業的血脈之中。“我這個人說話算數,訂貨的時候怎么說的,就怎么辦。就算遇到市場風波,也堅決不漲價,規規矩矩地按合同辦事。”正是依靠著為人真誠、做事規矩,三川機械在行業內外樹立了良好的企業形象。許多客戶有了問題,都是第一時間想到三川機械。2005年冬天的一個夜晚,唐山瑞豐鋼鐵公司一座轉爐的支撐座出現問題,他們向三川機械緊急求援商丘優質混鐵爐托輥制作。邊賀川與公司技術人員連夜趕到現場,經過一夜搶修終于排除了故障,通紅的鋼水再次照亮廠房。從此這家企業重要的備件工程都交給三川機械。自主研發迎來嶄新局面進入21世紀后,鋼鐵行業在唐山及周邊地區呈現出爆炸式增長的態勢,這也給三川機械的發展帶來巨大的推動力。同時,也讓企業的研發、設計、制造等面臨新的考驗。為提高三川機械的加工能力,添置一臺大型數控龍門銑床就成了當務之急。這種機床在當年可算是金娃娃,價錢在1400萬元左右。對于流動資金緊張的三川機械來說,可是個天文數字。“算了,咱們自己鼓搗吧!”邊賀川下決心自己研發這個大家伙。于是,晚上回家后他就趴在桌子上琢磨著畫圖紙,每天兩個小時雷打不動,就這樣一年時間過去了,他終于完成了全部圖紙的樣稿。從家屬到員工,許多人都好像聽到了一個天方夜譚的故事,可這故事就真的變成了奇跡。一臺完全自主研發、設計、制造,用鋼板替代了鑄鐵的重切型龍門移動式數控鏜銑機床,雄赳赳地站立在三川機械的生產車間里,讓前來觀看的人們在驚呼中不住地贊嘆。特別讓業界振奮的是,為消減機床在作業中產生的震動,邊賀川發明了顆粒阻尼減振技術。他把機床的床身、橫梁、立柱、頂梁及加強梁設計成鋼結構,在其型腔內填充顆粒物質,通過顆粒之間以及顆粒與結構之間的相對運動消化能量,由此產生的阻尼效應可以起到減振降噪作用,使得加工出來的部件光潔細密,質量穩定。這項新技術給企業節省了大筆資金,開拓了加工領域,擴大了生產能力。2011年,三川機械和中國科學院唐山高新技術研究與轉化中心合作建立了大型機床顆粒阻尼減振示范基地,在同行業中首開先河。同年,中科院與河北省聯合在唐山三川機械召開了現場推介會,專家們認為:顆粒阻尼zhuanli技術的完成,將改變我國缺乏成熟可靠大型重切數控機床現狀,可促進鋼鐵行業節能減振目標的完成,在機械裝備行業推廣后,每年可節約金屬材料20%至35%。按目前統計,在全國2000臺套大型機床應用后,可以節省制造成本40億元。在降低生產成本的同時,還可以促進中國的環境保護工作。
摘要相比較電爐而言,近十年來,我國轉爐煉鋼生產流程工藝與裝備技術的進步幅度是明顯的。而未來,這種生產流程結構不盡合理的現象亦會逐步改變。近年來,我國轉爐鋼產量占粗鋼總產量的比例日益增強,2003年我國轉爐鋼比為82.4%,到2013年這一比例已增至93%,而近十年來,世界轉爐鋼與電爐鋼比例基本保持在7:3的平均水平,我國與之相比轉爐鋼比過高。未來我國這種鋼鐵生產流程結構不盡合理的現象會隨著我國資源條件、市場需求變化和綠色低碳環境的需求而逐步改變。相比較而言,近十年來,我國轉爐生產流程工藝與裝備技術的進步幅度更加明顯。1、轉爐煉鋼技術發展現狀目前,轉爐煉鋼仍是世界上最主要的煉鋼方法,其鋼產量占世界鋼總產量的65%以上。由于我國廢鋼資源短缺,電力缺乏,電價偏高,因此電爐鋼的產量增長受到一定程度的制約,而隨著生鐵資源的充裕也給轉爐鋼產量的增長提供了良好條件。因此,轉爐鋼產量近年來獲得了快速增長。2905年我國轉爐鋼產量為3.14億噸,到2013年提高到7.65億噸。隨著轉爐鋼產量的增加,轉爐煉鋼生產工藝技術也得到迅速發展。轉爐煉鋼技術進步主要體現在以下幾個方面。1.1、轉爐裝備日趨大型化2001年我國100噸以上大型轉爐只有30座,產能為3602萬噸。至2013年增長到345座,產能超過5.08億噸,13年間大型轉爐的生產能力增長了14倍。其中300噸轉爐從3座增加到11座,產能從678萬噸增長到2759萬噸以上。從數量上來看,我國現有轉爐中以100-199噸的轉爐數量最多,而200噸及以上的轉爐數量最少,我國仍然保有一定數量的30噸以下的轉爐。因此,淘汰落后產能任務艱巨。目前,我國100噸及以上轉爐的產能約占全部轉爐產能的67.5%。隨著淘汰落后產能力度的加大,我國轉爐將進一步朝著大型化方向發展。1.2、轉爐生產工藝進一步優化提高鋼材潔凈度是21世紀鋼材質量發展的重大技術方向。為提高鋼材質量且擴大冶煉鋼種,我國大、中型轉爐煉鋼廠都相繼增建了鐵水脫硫裝置和二次精煉裝置。近年來新建的轉爐煉鋼廠大多配置了鐵水脫硫裝置,并根據冶煉鋼種的要求配置了相應的爐外精煉裝置,一般多采用LF精煉,有些轉爐煉鋼廠還配置了Ⅵ)精煉裝置,從而為高附加值鋼種的生產提供了有利條件。我國自主設計建設的京唐公司300噸轉爐采用了國際上最先進的脫磷爐與脫碳爐分工、聯合生產的工藝,京唐公司是國際上最早采用這一先進工藝的300噸轉爐大型煉鋼廠。經過近兩年的技術攻關,脫磷爐生產周期28min,脫碳爐32min;單爐班產爐數從7-8爐次提高至16爐次,轉爐生產效率提高1倍,出鋼溫度平均降低20℃。鐵水“三脫”預處理比例達到90%;月平均轉爐終點[P]為0.006%,P+S]為150×10-6;和爐外精煉相匹配可穩定生產[P+S50×10-6的高潔凈鋼。石灰總消耗量從傳統流程的50kg/t,下降到24.3kg/t,煉鋼總渣量由110kg/t下降到的47kg/t,鋼鐵料消耗降低9.lkg/t,比傳統轉爐煉鋼成本降低37.39元/t鋼,標志著我國大型轉爐煉鋼技術已接近國際領先水平。
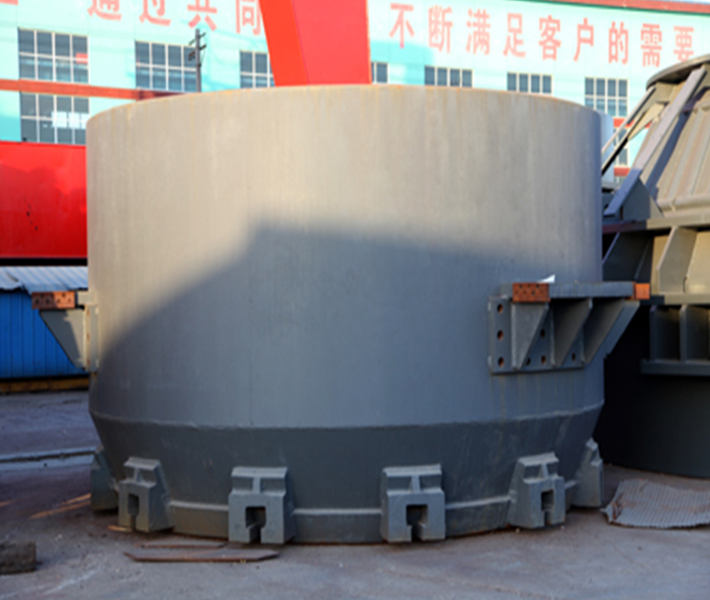
一、 用途鐵水包用于鑄造車間澆注作業,在爐前承接鐵液后,由行車運到鑄型處進行澆注二、主要技術參數及外形尺寸1、吊包形式,雙向回轉式 。2、減速箱形式,雙蝸輪副傳動 。3、速比(如圖表)。4、外形尺寸(如圖表)。三、特點1、合理選擇了回轉中心,操作方便,澆注完畢后基本可自行復作。2、采用雙蝸輪副傳動。雖然制造要求高,但傳動靈活自如,雙向可逆性好。3、吊桿采用鍛件,比鋼板焊接件可靠安全。4、包體鋼板較厚,包底結構采用錐度、底箍、焊接相結合的三重保險、即延長了使用壽命,又確保了操作者的安全。5、主體與吊桿、減速箱與手輪,均裝有較鏈卡板可隨時鎖定。6、兩耳軸與吊桿向裝有調心軸承,一致性好。使用維護編輯1、搪耐火泥,其厚度為:0.5噸~ 3噸側壁60毫米底部 80 毫米 ;5 噸側壁80毫米底部100 毫米 ;10噸側壁100毫米底部120毫米 ;10噸以上側壁150 毫米底部毫米 ;2、 檢查手輪,應活自如,無卡阻現象。3、 兩耳軸滾動軸承內,每周加二硫化鉬潤滑脂一次。4、 檢查手輪鎖定卡板是否安全可靠。5、 檢查減速箱內是否缺油,每周檢查一次。6、 使用年久,發現蝸輪副間隙增大,有礙安全澆注時,應更換蝸輪副。


